A escolha do bico de corte a laser
Existem muitos tipos de bicos de laser de fibra, que são usados em diferentes marcas de máquinas.Se você não tiver certeza sobre as especificações, consulte o atendimento ao cliente antes de fazer um pedido para informar a altura do bocal, diâmetro externo, camada simples/dupla e que tipo de placa cortar.
Produção de cobre T2
Excelente calor condutivo, alta dureza, resistência à corrosão
Corte de chapas grossas sem pressão
Camada única:
O bico de camada única usa nitrogênio e ar como gás auxiliar para cortar aço inoxidável, alumínio, cobre, etc.
Dupla camada:
O bico de camada dupla usa oxigênio como gás auxiliar para cortar chapas de ferro, etc.

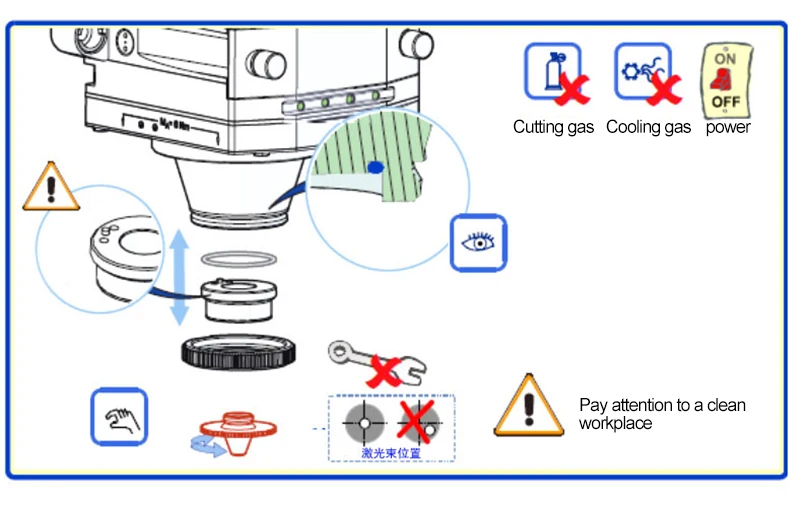
dicas de operação
Ajuste a posição correta do bico da máquina de corte a laser.Verifique se o laser está no centro do bico toda vez que a folha é cortada.Se a luz focada não estiver no centro do bico, ajuste a coaxialidade As etapas de ajuste de coaxialidade comumente usadas na produção são as seguintes: (1) Cole um adesivo na superfície final do bico da máquina de corte a laser (2) Use 10 -20 watts de potência para perfurar manualmente (disparos de laser) e observar o fenômeno, e depois retirar o adesivo branco, tomando cuidado para não girar sua posição relativa.(3) Quando a posição do bocal está muito longe do centro do laser, o ponto central não pode ser impresso.(4) Tente imprimir o ponto central.Quando o ponto central for grande e pequeno, preste atenção se as condições são consistentes e se a lente de foco está solta.Quando o ponto central não está no centro do bocal da máquina de corte a laser, o parafuso de ajuste pode ser ajustado repetidamente até que os requisitos do processo sejam atendidos.
1. Ao cortar chapas finas (abaixo de 3 mm): Geralmente, a abertura do bocal está na faixa de 0,8 a 1,5 mm, e a pequena abertura do bocal tem uma taxa de fluxo mais rápida e formará uma boa seção transversal.Se for selecionada uma abertura de bocal maior, a taxa de fluxo é mais lenta e a escória se formará na parte de trás da seção da chapa.2. Ao cortar na faixa de espessura média (3mm-10mm): bicos de abertura de 1,5mm-3,0mm são geralmente selecionados.Bicos menores têm uma taxa de fluxo mais rápida, mas um fluxo insuficiente causará combustão insuficiente, e bicos maiores têm uma taxa de fluxo lenta.A escória se formará.3. Ao cortar chapas grossas (maiores que 10 mm): 2,5 mm A abertura de 5,0 mm é geralmente selecionada.Placas grossas têm requisitos mais altos para fluxo de ar, portanto, aberturas maiores são necessárias.
T2 nivel cobre
Usando material de cobre vermelho de grau T2, possui excelente condutividade elétrica, condutividade térmica, resistência à corrosão e desempenho de processamento;contém menos impurezas que reduzem a condutividade elétrica e a condutividade térmica.
A diferença entre T2 e T3
Nesta norma, o cobre puro comumente utilizado é dividido em 1, 2 e 3 modelos de acordo com a quantidade de impurezas contidas.T1: A quantidade total de impurezas não é superior a 0,05% T2: As impurezas não são superiores a 0,1% T3: Ou seja, a quantidade total de impurezas não é superior a 0,3%
Corte em alta velocidade e resistência a altas temperaturas Corte de chapas grossas sem pressão
Resistência a altas temperaturas, menos antiescória, alta precisão de processamento, velocidade de corte rápida


 Português
Português